准备好领略<舟山>【当地】40cr厚壁无缝管不锈钢绗磨管油缸管优良工艺产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您全面了解它的独特之处。
以下是:<舟山>【当地】40cr厚壁无缝管不锈钢绗磨管油缸管优良工艺的图文介绍



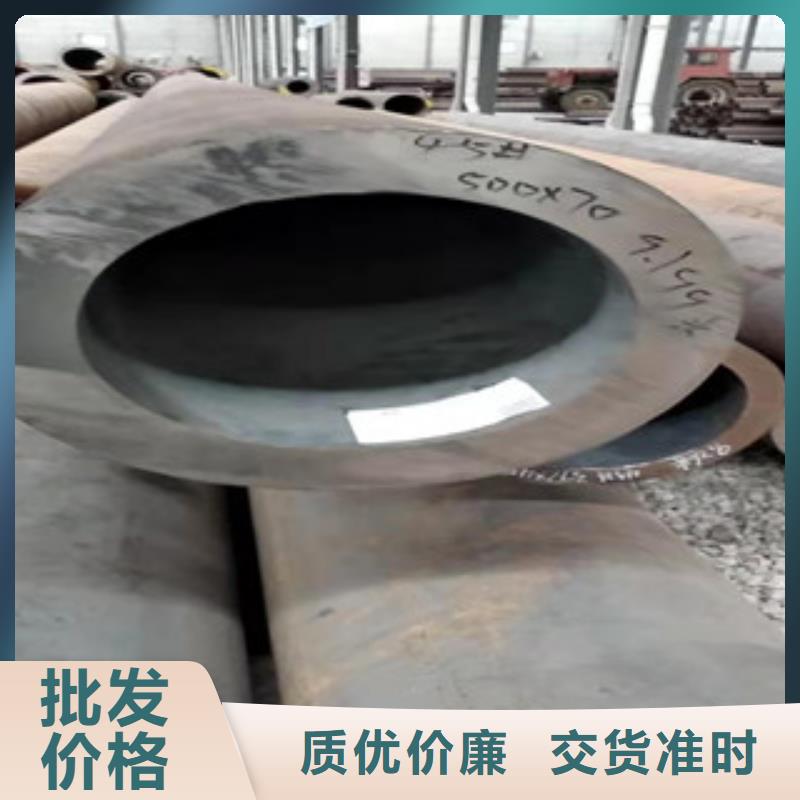
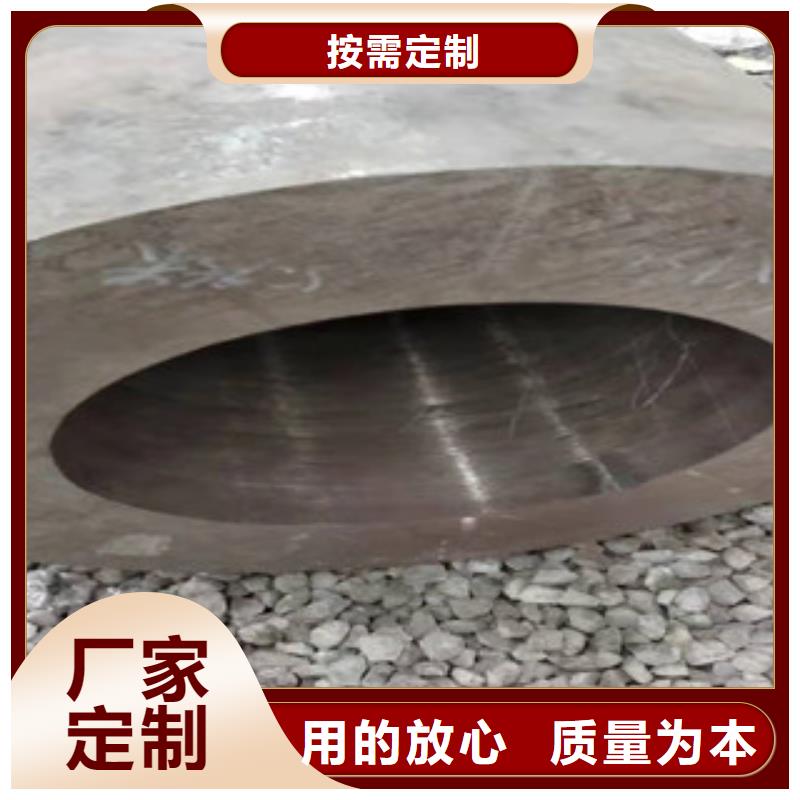
山东顺泽金属制品公司主要销售钢种:(42crmo-35crmo-30crmo-20crmo-42crmoA-35crmoA-40cr)热轧钢管,冷拔钢管,精密钢管,高压钢管,耐磨钢管,耐酸钢管,耐高温钢管,高压锅炉管,低温钢管,化肥钢管,石油裂化钢管,结构钢管,流体钢管,低中压锅炉管。
42crmo合金钢管分为结构用无缝管及高压耐热合金管。主要区别于合金管的生产标准及其工业,对合金管进行退火调质改变它的机械性能。达到所需要的加工条件。其性能比一般的无缝钢管多变利用值较高,42crmo合金管化学成分中含Cr比较多,耐高温、耐低温、耐腐蚀的性能。普碳无缝管中不含合金成分或者合金成分很少,合金管在石油、航天、化工、电力、锅炉、军工等行业的用途比较广泛的原因因为合金管的机械性能多变化好调整。



为全力保障用户权益,新策钢管有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 舟山液压油缸管厂家、研发实力和市场占有率等方面都颇具实力,是国内高认可度的 舟山液压油缸管厂家、解决方案提供商。


中国GB标准钢号40Cr;日本JIS标准钢号SCr440(H)/ SCr440;德国DIN标准材料钢号1.7045/1.7035;德国DIN标准钢号41Cr4/42Cr4;英国EN标准钢号18;英国BS标准钢号41Cr4;法国AFNOR标准钢号42C4;法国NF标准钢号38Cr4/41Cr4;意大利UNI标准钢号41Cr4;比利时NBN标准钢号42Cr4;瑞典SS标准钢号2245;西班牙标准钢号42Cr4;美国AISI/SAE标准钢号5140;国际标准组织ISO标准钢号41Cr4。
40cr合金钢管工艺流程概述
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



山东顺泽金属制品有限公司对40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.




 扫一扫
扫一扫